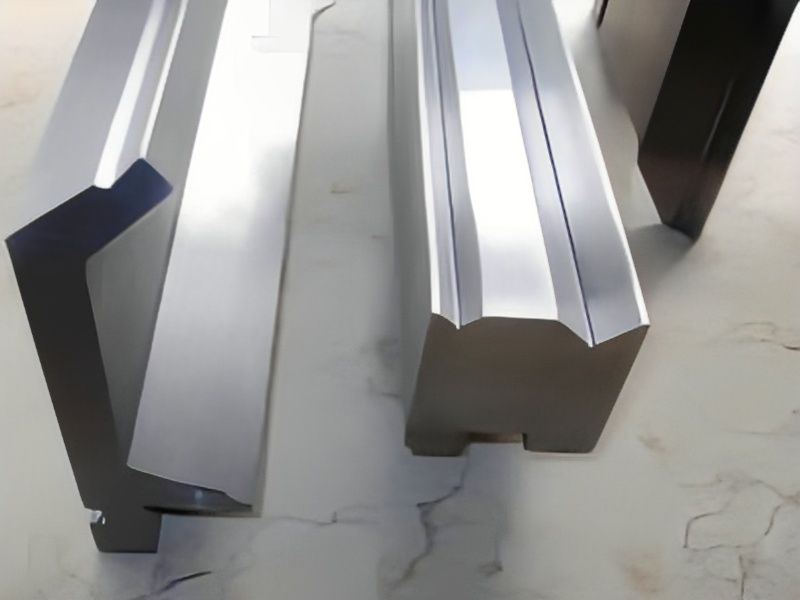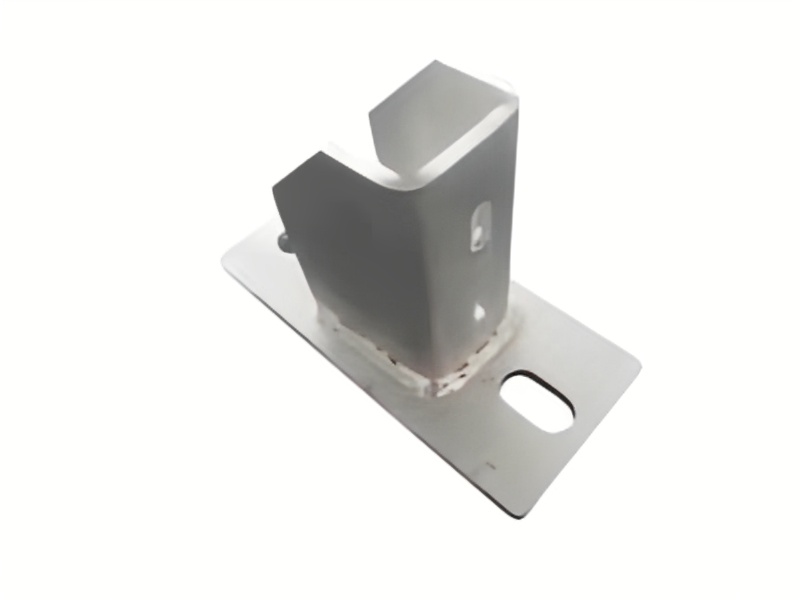
鈑金折彎
13961466996
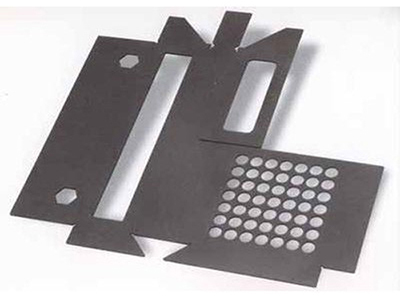
鈑金件折彎的基本順序有哪些?
(1)由內(nèi)到外進(jìn)行折彎;
(2)由小到大進(jìn)行折彎;
(3)先折彎特殊形狀,再折彎-般形狀;
(4)前工序成型后對后繼工序不產(chǎn)生影響或干涉。
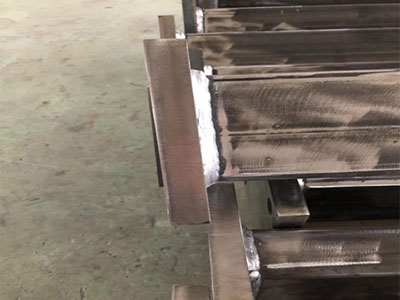
較長工件折彎時,頭、胸等部位不要伸入工件上面,以免工件彈起傷及身體;
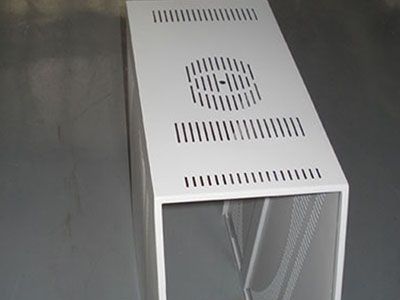
成型時,應(yīng)按“先蓋后底”順次加工產(chǎn)品,且鈑金加工時應(yīng)進(jìn)行配合,若因角度、尺寸公差不到位、折彎變形等導(dǎo)致配合困難,折彎組應(yīng)安排專人校形處理;
鈑金加工折彎過程中要做到眼明手快,人機(jī)配合一致,精力集中,與操作無關(guān)人員不得站在機(jī)床附近;
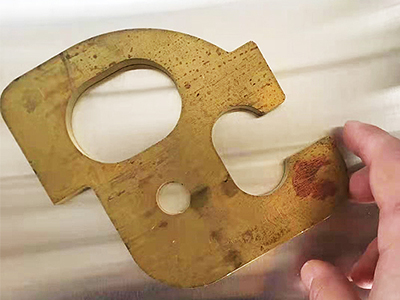
圓弧加工依據(jù)R選用模具,下模可選用比圓弧模稍大的“V”槽,若用直D、尖刀等“趕壓”成型時,注意折彎段之間距離不可拉的太長,避免工件表面出現(xiàn)明顯刀痕;
機(jī)床在工作狀態(tài)下,嚴(yán)禁在機(jī)床正面將手從模具下方伸入機(jī)床后方調(diào)整后定位規(guī)及維修機(jī)床;
對于折彎2.5MM以上較厚板料和較寬、較長的工件時,彎曲時速度不能太快,要讓上下模緩慢吻合,以免造成模具損壞及影響人身安全;
壓死邊時,角度不得低于40°;
樣品加工時,必須用廢料試折達(dá)到圖紙要求后方可成型,且對本次鈑金加工有影響的工藝問題應(yīng)記錄、報告給相關(guān)項目工程師;
上料時,對工件的正確把持方法,一是拇指在料的上方,其余四指在料的下方;二是對于加工較小的工件,要用鉗子代替手夾住工件。
對于折彎較薄、較小的工件,速度也要緩慢,以免人機(jī)配合不一致導(dǎo)致工件變形;
工作時,上下模下限位置要控制恰當(dāng),工件彎曲后剛好能取出為佳,折彎速度要合理,一般來講,上模距離工件折彎面2~5mm時開始減速,這樣即安全效率又高;
鈑金加工時是保持工作場地整潔及車間通道暢通,消防器材旁、消防通道內(nèi)不得擺放任何物體。圓弧加工依據(jù)R選用模具,下模可選用比圓弧模稍大的“ V”槽,若用直D、尖刀等“趕壓”成型時,注意折彎段之間距離不可拉的太長,避免工件表面出現(xiàn)明顯刀痕;

秉持“專一、專注”的精神,提供匠心產(chǎn)品,服務(wù)全球千萬用戶
專注于機(jī)械領(lǐng)域,擁有20年生產(chǎn)經(jīng)驗,技術(shù)成熟,品質(zhì)保障
實力雄厚 · 設(shè)備優(yōu)良 · 質(zhì)量保證 · 用戶至上 · 合作共贏
聯(lián)系方式
全國統(tǒng)一熱線:13961466996
銷售:13961466996(王經(jīng)理)
地址:江蘇省常州市武進(jìn)區(qū)遙觀鎮(zhèn)建農(nóng)村劍童路56號西門
關(guān)注我們
 關(guān)注我們
關(guān)注我們
快捷方式
13961466996
掃一掃 關(guān)注我們